|
如果你了解看板方法,也许就会知道Lead Time,而精益中还有几个时间概念,你也许不知道,也许听说过但是不明其间的关系。以下介绍的几个知识点是:
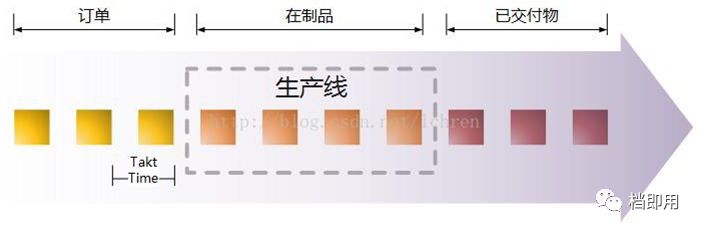
1、Takt Time
Takt time节拍时间,是以客户订单量为基础的计算,决定机器人员的配置。计算方法是:可用生产时间除以订单量。订单量(即客户要求的速度)决定Takt Time,Takt Time决定了生产线所需要的最低产能。需要注意的是:某一时期内Takt Time是不会改变的,生产线的生产能力的变化不会影响Takt Time。
例如,一个Scrum团队,每天工作8小时,含1小时午休,每周休息2天,Sprint时长为2周,每个Sprint需要交付70个故事点,那么Takt Time = (7天 - 2天) x (8小时 - 1小时) x 2周 / 70故事点 = 1小时/故事点。
节拍时间的三种算法:
由此可见,节拍时间并非只有一种确定的模式,找出瓶颈很关键。第一种算法适合产能充足的情况;第二种算法适合在设备产能不足的状况;第三种算法适合人员不足的情况。其中第一种算法满足了精益思想从客户的角度来考虑生产的原则。
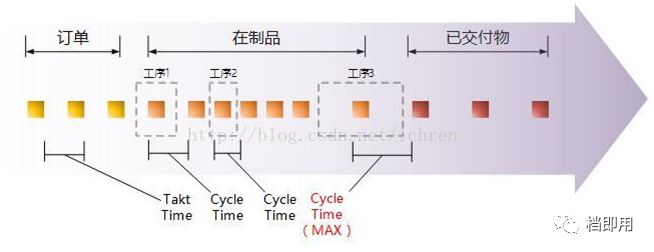
2、Cycle Time
生产线中的工序处理完成一个订单或上游制工序产成品所需要的时间,就是Cycle Time。生产线中的每道工序都有自己独立的Cycle Time,Cycle Time的长短取决于对应工序的生产能力。
将各工序Cycle Time与Takt Time进行对比,便可以确定哪些工序的产能需要提升、哪些工序的产能有剩余。
如果每个故事都需要经过分析、开发、部署三个步骤才能完成,并且三个步骤的具体情况如下:
由于Takt Time为1小时/故事点,我们比较便可以知道:
因此,Cycle Time是可以改变的。为了缩短CT可以采取各种举措,通常人们凭直觉会采取的举措是对人员配置、设备配置的调整。这种举措虽然在短期内可能会有一定效果,但需要注意的是:人员的懈怠、设备故障等情况也会增长Cycle Time,这就需要通过人员培养、技术改进等需要长期持续进行的改善。
3、Actual Takt Time
生产线实际承担的最快节拍就是Actual Takt Time。换句话说,瓶颈工序的CT就是ATT(瓶颈工序是指各工序中CT最长的)。这是因为:瓶颈工序向下游工序传递产成品的节拍就是瓶颈工序的Cycle Time。
还是用上面的例子,由于部署步骤的CT最长,是瓶颈所在,因此整个团队能当前够承担的最快节拍是1.5小时/故事点,即Actual Takt Time = 1.5小时/故事点。
注意,虽然ATT不是生产线交付的节拍,但ATT说明了生产线的交付能力。由于ATT取决于瓶颈CT,所以我们仍然可以通过相关的举措对 ATT进行改变。
4、Lead Time
Lead time 是完成一件产品所需要的整个的加工周期,包括cycle time 和加工过程的步间半成品(WIP)停留的时间。一般情况下cycle time 是价值流中增值的时间,(机加工指机器的加工时间,组装线包括人员操作时间),而WIP的停留时间是非增值时间,客户是不会购买这个部分的,所以是工厂浪费的源泉之一。精益追求的就是lead time近似cycle time之和。通过对时间构成的细分,Lead Time中包含了工序内在制品加工时间和工序间在制品等待时间。
即LT = CT之和 + 步间在制品等待时间之和。由于等待时间是增加任何价值,客户不会为这部分时间来买单,因此精益追求让Lead Time近似Cycle Time之和。例如,追求Lead Time = 1 + 0.5 + 1.5 = 3小时。
5、总结:
Takt time 是基础即顾客要求的节拍,决等于客户订单。Cycle time是你的加工能力是否能达到客户要求,就是是否能达到节拍的要求,是否要增加产能。Lead time 是你生产周期,决定你资金周转的快慢。如果不断消除WIP不必要的停留,lead time 就会越来越接近Cycle time总和,这也就是精益持续改善的目标。 |